dr_frankenstein
Mad Scientist
- Joined
- Mar 17, 2008
All I can say..
is
BANGING.
thats cool **** man.
definitly my kinda builder.
A.j.
is
BANGING.
thats cool **** man.
definitly my kinda builder.
A.j.






things have sort of now got out of hand after reading in the buick powersoarce manual that they dont like solid mounting as it stresses the main bearings but it also said balance 2 at 50% and join them together you get perfect balance so the lads took this as a sign from god himself LOL
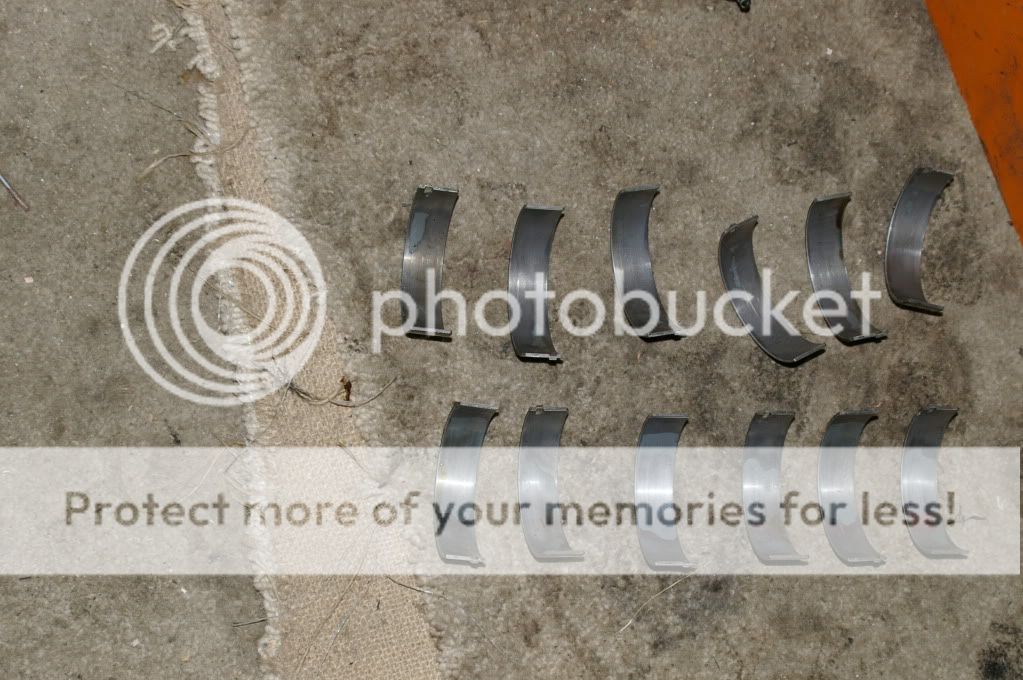
yeah we are not even pulling the heads of just give it a set of mains and bigends and hopefully it lasts the 2 next meetings and we can build the new engine thats sitting here its a few years newer with wider bearing shells and odds and endsI would definately take the crank in to a machine shop and have it checked. If you have the kind of wear you said on the bearings then I'll bet she needs grinding a little.






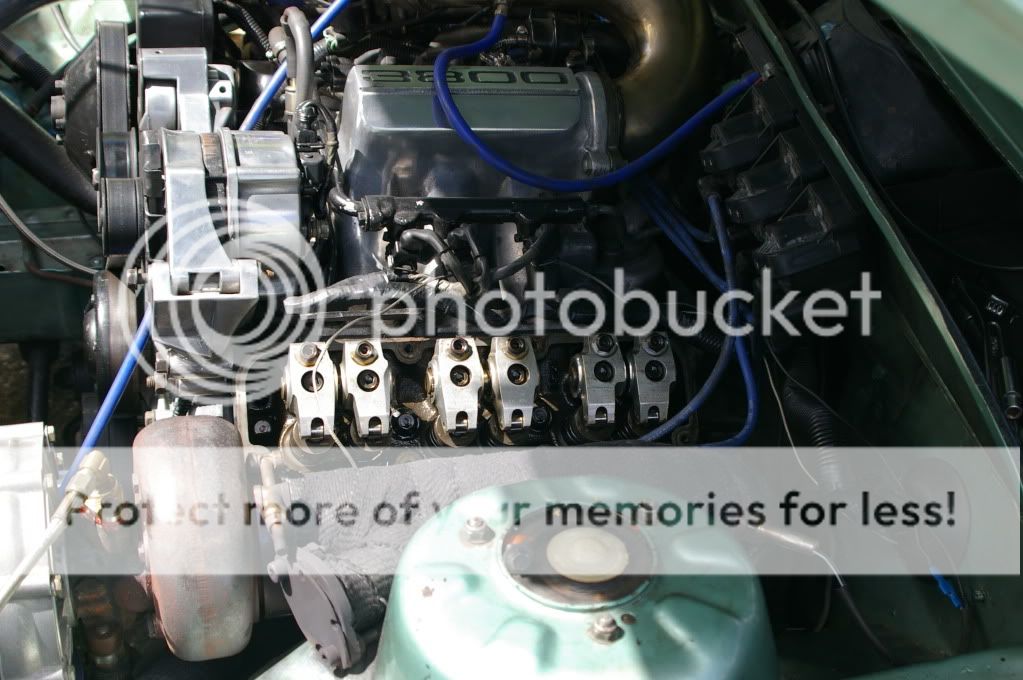
 but to fit them we need to lift the rocker covers for clearance so begins the epic kiwi battle against alluminium in the trusty shed :biggrin:
but to fit them we need to lift the rocker covers for clearance so begins the epic kiwi battle against alluminium in the trusty shed :biggrin: